
Danh mục sản phẩm
Zalo trực tuyến
Facebook trực tuyến
Liên kết hữu ích
Thống kê truy cập
- Đang truy cập: 149
- Khách viếng thăm: 141
- Máy chủ tìm kiếm: 8
- Hôm nay: 30139
- Tháng hiện tại: 848945
- Tổng lượt truy cập: 40333694
Cấu tạo nguyên lý hoạt động cân băng định lượng xi măng
Đăng lúc: Thứ ba - 03/01/2017 22:56 - Người đăng bài viết: Quản trị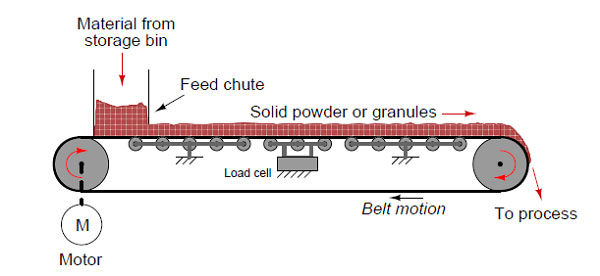
Cân băng định lượng
Can băng định lượng trong nhà máy xi măng
Hệ thống cân băng định lượng tham gia vào quá trình sản xuất xi măng bao gồm: cân đo các nguyên liệu cho máy nghiền nguyên liệu theo các tỷ lệ, thành phần và năng suất đặt trước, cung cấp nhiên liệu để đốt đảm bảo lưu lượng sao cho phù hợp với điều kiện trước, trong và sau lò nung,. Ngoài ra hệ thống cân băng định lượng còn cân đo các nguyên liệu như than, thạch cao… cho các máy nghiền clanhke, nghiền than, máy đóng bao, máy sản xuất gạch men….
Cân băng định lượng
- Thiết bị sử dụng cho hệ thống:
+ Cảm biến trọng lượng, cảm biến đo tốc độ.
+ Đầu cân tích hợp tính lưu lượng băng cân
+ Độ điều khiển băng cân theo công suất đặt trước.
+ Bộ biến tần điều khiển động cơ băng tải.
+ Hệ thống cơ khí băng cân.
+ Máy tính, máy in giám sát, điều khiển, in ấn báo cáo theo ngày, theo tháng.
- Số lượng thành phần cân: Theo nhu cầu sử dụng của khách hàng, số lượng thành phần có thể là 2,3,4,...,12 thành phần.
- Phần mềm cân: Phần mềm được thiết kế với giao diện tiếng việt và có các hướng dẫn trực quan đi kèm theo từng theo tác rê chuột, phục vụ người sử dụng.
- Sai số của hệ thống cân băng định lượng được khống chế luôn nhỏ hơn 1%.
- Các thiết bị được tuyển chọn về chất lượng và mục đính sử dụng chuyên biệt do đó bảo đảm được quá trình hoạt động chính xác và có độ bền cao.
I. Cấu tạo nguyên lý hoạt động cân băng định lượng xi măng
Cấu tạo
Trạm định lượng nguyên liệu gồm có 1 silo đá vôi , 03 két chứa đất sét, sỷ Pyrit, cát non.
- Silo đá vôi có sức chứa 800 tấn.Đá vôi được rút qua hệ thống van thanh xuống cân băng 1105-08 (DEM 1227/T20) năng suất có thể điều chỉnh từ 25~250 t/h
Két chứa đất sét có sức chứa 250 tấn.Đất sét được rút qua hệ thống van thanh xuống cấp liệu tấm 1105-13 chuyển xuống cân băng 1105-14(DEL 0835/T20) năng suất có thể điều chỉnh từ 12~65 t/h
Két chứa sỷ Pyrit có sức chứa 295 tấn, được rút qua hệ thống van thanh xuống băng tải 1105-11 chuyển xuống băng cân 1105-12 (DEL0835/T20)năng suất có thể điều chỉnh từ 0.5 ~ 5.0 t/h.
Két chứa cát có sức chứa 250 tấn được rút qua hệ thống van thanh xuống băng tải 1105- 09chuyển xuống băng cân 1105-10 (DEL 0835/T20)năng suất có thể điều chỉnh từ 1.0 ~ 10 t/h.
Khi băng tải cân hoạt động sẽ cấp vật liệu từ thùng chứa ra ngoài. Năng suất cấp tỷ lệ thuận với tốc độ băng tải và trọng lượng vật liệu trên 1 mét băng tải. Để điều chỉnh năng suất bộ điều khiển INTECONT PLUS sẽ tự động điều chỉnh tần số của biến tần làm thay đổi tốc độ của băng tải.
Trong cân DEL/DEM có 2 thông số được đo bao gồm: Trọng lượng vật liệu nằm trên băng tải, Tốc độ của động cơ băng tải
II. Vận hành
1. Vận hành từ trung tâm
Công việc chuẩn bị trước khi chạy máy
* Kiểm tra toàn bộ trạm định lượng về các chức năng cơ khí:
- Kiểm tra các bulông ,ốc vít về độ chặt ....
- Kiểm tra hệ thống băng tải,cấp liệu về dầu mỡ bôi trơn..
- Kiểm tra các bộ đẫn động ổ đỡ, khớp nối, môtơ, giảm tốc...
*Kiểm tra các điều kiện an toàn về con người và thiết bị
- Kiểm tra hiệu lực của các thiết bị an toàn như các nút dừng khẩn cấp.
- Kiểm tra các vị trí an toàn của thiết bị cần bảo vệ che chắn
- Đảm bảo không còn bất kỳ công việc sửa chữa nào còn đang tiến hành.
* Kiểm tra các điều kiện về công nghệ như
- Các két chứa phải còn đủ liệu. Hệ thống vận chuyển trước và máy nghiền phải hoạt động tốt. Silô bột liệu phải còn khoảng trống.
*Kiểm tra các điều kiện về điện:
- Dùng công tắc thử đèn kiểm tra tất cả các hệ thống đèn báo trên tủ điều khiển, thay các bóng hỏng.
- Đặt công tắc lựa chọn phương thức chạy máy về “Automatic”(A)
- Đặt công tắc lựa chọn điều khiển về “Remote”
- Kiểm tra xoá hết các báo động, đèn sẵn sàng khởi động sáng.
2. Khi hệ thống trạm định lượng đang hoạt động người vận hành tại chỗ cần phải
Sau khi các điều kiên chạy máy đã thoã mãn,cho phép máy chạy/ dừng từ phòng điều khiển trung tâm.
Khi nhận được lệnh chạy gửi tới máy, hệ thống báo trước khởi động sẽ hoạt động khoảng 15-20giây, sau đó máy sẽ chạy theo liên động trình tự .
*Công việc theo dõi khi máy đang chạy
- Theo dõi tình trạng hoạt động của thiết bị theo trình tự liên động.
-Theo dõi vật liệu để phát hiện các vật lạ các hiện tượng bất thường đối với cân băng...
- Theo dõi các cửa đổ, hệ thống van thanh xem có bị bết dính hay tắc kẹt gì không.
- Theo dõi các bộ dẫn động về chức năng hoạt động.
- Kiểm tra các gối đỡ về nhiệt độ, dầu mỡ, tiếng kêu khác thường.
- Kiểm tra hệ thống bôi trơn, điều chỉnh độ mở các van thanh cho phù hợp.
3. Khi máy dừng hoạt động người vận hành tại chỗ cần phải
- Nêú máy được dừng chủ động từ trung tâm hoặc .Sau khi dừng ,máy sẽ trở lại trậng thai sẵn sàng khởi động. Thời gian máy dừng lâu thì tiến hành các công việc vệ sinh,bảo dưỡng theo yêu cầu.
- Nêú dừng máy do sai sót trong dây truyền:Báo động băng tải, ...Dừng máy do tác động của các mạch an toàn. Trong trường hợp này thì máy chỉ có thể được phép chạy lại khi sai sót đã được tìm ra và khắc phục triệt để.
4. Vận hành cân ở chế độ tại chỗ.
Các yêu cầu
- Chế độ điều khiển tại chỗ của các cân chủ yếu thực hiện khi kiểm tra chạy thử hoặc sửa chữa hiệu chỉnh cân. Nếu chỉ kiểm tra băng tải không cần rút vật liệu phải đóng các van thanh lại tránh vật liệu tràn ra ngoài.
- Khi vận hành tại chỗ phải có sự cho phép của cán bộ quản lý điều hành sản xuất và tín hiệu điện cho phép từ ĐHTT - Đã thực hiện các nội dung mục 5.4.1.1 và không có báo lỗi dừng thiết bị.
Các bước tiến hành.
- Bấm nút chọn chế độ vận hành tại chỗ.
- Khởi động và dừng cân theo một trong các cách sau:
Cách 1: Sử dụng các nút điều khiển trên bộ chỉ thị LIONCH
+ Xoay chuyển mạch trên mặt trước của tủ về chế độ cân muốn vận hành.
+Khi LIONCH đã chỉ thị đúng cân yêu cầu Bấm nút START để chạy cân muốn dừng cân bấm nút STOP.
Cách 2 : Sử dụng các nút điều khiển trên hộp điều khiển tại chỗ
+ Khởi động cân bằng nút bấm START.
+ Dừng cân bằng nút bấm STOP.
+ Điều khiển tốc độ băng tải bằng chiết áp trên hộp điều khiển tại chỗ. Chế độ này chủ yếu phục vụ sửa chữa, bảo dưỡng băng tải và thiết bị cung cấp.
Sửa chữa khắc phục sự cố cân.
Các quy định khi sửa chữa.
- Khi tiến hành sửa chữa phải tuân thủ các quy định an toàn cho người và thiết bị do Công ty quy định.
- Trước khi sửa chữa phải đặt công tắc sửa chữa về vị trí OFF.
Các nội dung chính
Khi hệ thống cân hoạt động hoặc ở trạng thái sẵn sàng, bộ điều khiển INTECONT PLUS liên tục giám sát các tín hiệu liên quan đến hoạt động của cân - Nếu phát hiện lỗi sẽ thông báo lỗi trên LIONCH. Toàn bộ các thiết bị đo, điều khiển đều được chế tạo ở công nghệ cao, vì vậy việc sửa chữa các linh kiện điện tử hư hỏng không đặt yêu cầu trong quá trình vận hành – sửa chữa mà chú trọng vào các mục tiêu.
Bảo dưỡng hệ thống cân.
Các yêu cầu:
1. Khi tiến hành báo dưỡng phải tuân thủ các điều kiện an toàn của công ty quy định và chuyển mạch công tắc sửa chữa về vị trí OFF.
2. Sau khi bảo dưỡng, sửa chữa về cơ khí làm thay đổi tự trọng của băng tải, vị trí lắp đặt các cảm biến phải tiến hành kiểm tra và hiệu chỉnh lại đặc tính của cân.
3. Sau mỗi lần bảo dưỡng phải cập nhật hồ sơ làm cơ sở theo dõi thiết bị và lập kế hoạch cho lần bảo dưỡng tiếp theo.
Tiến hành kiểm tra và bảo dưỡng:
1. Băng tải cân và các thiết bị cấp liệu định kỳ phải được bảo dưỡng theo các hướng dẫn về cơ khí tương ứng trong đó chú ý về điều kiện bôi trơn và độ căng của băng tải vì băng tải cân không có giám sát trượt băng. thường xuyên vệ sinh băng tải một cách toàn diện, lau chùi sạch bụi bẩn và vật liệu rơi vãi. Không để các vật nặng lên Loadcell như thế sẽ tránh được những hỏng hóc cho Loadcell.
2. Thường xuyên kiểm tra cảm biến trọng lượng và băng tải xem có chắc chắn không, không để bụi bẩn ở những điểm nhạy cảm.Vặn chặt các bulong và nâng cầu cân lên khi sửa chữa hoặc khi dừng cân trong thời gian dài như thế tránh được hỏng hóc trong Loadcell.
3. Các động cơ phải được bảo dưỡng định kỳ theo các nội dung về bảo dưỡng động cơ hạ áp công suất nhỏ. Và phải thường xuyên thay dầu bôi trơn cho hộp giảm tốc.
4. Tủ điều khiển và các thiết bị điện, điện tử định kỳ hàng tuần phải vệ sinh bụi. Các tủ thường xuyên phải đóng kín của tránh bụi vào các thiết bị điện tử. Kiểm tra các tiếp xúc, giắc cắm tín hiệu và phần tử nhiệt trong tủ.
5. Két chứa, Phễu cấp liệu, Van thanh thường xuyên phải kiểm tra ,vệ sinh tránh bám dính vật liệu ảnh hưởng gây treo, tắc trong quá trình vận hành.
6. Hàng tháng phải kiểm tra các Bulông, giá đỡ, hộp nối tế bào cân. Nếu cần thiết phải điều chỉnh lại để đảm bảo độ chặt và độ ổn định khi làm việc
Từ khóa:
Cấu tạo nguyên lý hoạt động cân băng định lượng xi măng, cấu tạo cân băng định lượng, nguyên lý hoạt động cân băng định lượng
Những tin mới hơn
- Bơm thủy lực vô cấp: Làm sao để tối ưu hóa năng lượng? (14/02/2017)
- Hệ thống thủy lực trong máy xúc, máy đào (14/02/2017)
- Van thủy lực ? Khái niệm và phân loại van thủy lực (22/02/2017)
- Hệ thống kích từ máy phát thuỷ điện (23/02/2017)
- Công tắc hành trình là gì? (17/01/2017)
- Hướng dẫn lắp đặt và vận hành bơm piston thủy lực (17/01/2017)
- Chổi than là gì ? Phân loại chổi than và cách chọn chổi than phù hợp (04/01/2017)
- Cảm biến áp suất là gì? Phân loại cảm biến áp suất theo nguyên lý hoạt động (05/01/2017)
- Cấu tạo và nguyên lý hoạt động bơm thủy lực cánh gạt (15/01/2017)
- Bơm hóa chất là gì ? Cách chọn bơm hóa chất đúng theo nhu cầu sử dụng (04/01/2017)
Những tin cũ hơn
- Hư hỏng thường gặp trong hệ thống thuỷ lực, cách nhận biết và khắc phục? (03/01/2017)
- Tư vấn lựa chọn cảm biến nhiệt thế nào cho hiệu quả nhất (03/01/2017)
- Cẩu trục là gì ? phân loại cẩu trục, tay điều khiển cẩu trục (03/01/2017)
- Đầu nối thủy lực là gì? Cấu tạo nguyên lý hoạt động (29/12/2016)
- Động cơ rung là gì? Cấu tạo và những chú ý khi vận hành (29/12/2016)
- Cảm biến tiệm cận Omron E2FQ vỏ Fluororesin (29/12/2016)
- Cảm biến tiệm cận Omron E2EZ chính hãng (29/12/2016)
- Cảm biến tiệm cận Omron E2F chống nước (29/12/2016)
- Cảm biến tiệm cận Omron E2EY phát hiện nhôm (29/12/2016)
- Cảm biến từ Omron E2EH chính hãng (28/12/2016)
Mã an toàn:
![]()

Ý kiến bạn đọc